




Mạ Kẽm Nhúng Nóng - Quy Trình, Ứng Dụng và Tiêu Chuẩn
Mạ kẽm nhúng nóng là phương pháp phủ một lớp kẽm lên bề mặt thép bằng cách nhúng thép vào bể kẽm nóng chảy, tạo ra lớp bảo vệ chống ăn mòn hiệu quả. Phương pháp này giúp kéo dài tuổi thọ của thép, giảm chi phí bảo dưỡng, và tăng tính bền vững cho các công trình. Bài viết này trình bày chi tiết về nguyên lý, quy trình, ứng dụng, ý nghĩa, các tiêu chuẩn liên quan, và các thiết bị đo lường lớp mạ kẽm.

Nguyên nhân sắt thép dễ bị rỉ sét
Sắt thép dễ bị oxy hóa do tính chất hóa học của sắt và sự tương tác với môi trường. Quá trình oxy hóa xảy ra khi sắt phản ứng với oxy trong không khí hoặc nước, tạo ra oxit sắt (rỉ sét). Dưới đây là các yếu tố chính:

- Tính chất hóa học của sắt: Sắt có tính hoạt động hóa học cao, dễ mất electron khi tiếp xúc với oxy hoặc nước, tạo thành ion sắt (Fe²⁺ hoặc Fe³⁺) và oxit sắt.
- Độ ẩm và nước: Độ ẩm tạo điều kiện cho sự trao đổi electron, đẩy nhanh quá trình oxy hóa. Các chất điện giải (như muối) trong nước làm tăng tốc độ ăn mòn.
- Khí oxy: Oxy trong không khí kết hợp với nước tạo môi trường lý tưởng cho phản ứng oxy hóa, đặc biệt trong điều kiện ẩm ướt.
- Thiếu lớp bảo vệ tự nhiên: Oxit sắt xốp, dễ bong tróc, không bảo vệ được lớp thép bên trong như lớp oxit của nhôm.
- Chất ăn mòn trong môi trường: Muối, axit, hoặc khí công nghiệp (SO₂) tăng tốc độ ăn mòn, đặc biệt ở khu vực ven biển hoặc công nghiệp.
Để hạn chế oxy hóa, thép thường được mạ kẽm hoặc phủ các lớp bảo vệ khác, trong đó mạ kẽm nhúng nóng là giải pháp phổ biến và hiệu quả.
Lịch sử và sự ra đời của mạ kẽm nhúng nóng
Khởi nguồn năm 1742
Phương pháp mạ kẽm nhúng nóng được trình bày lần đầu vào năm 1742 tại Viện Hàn lâm Khoa học Pháp bởi nhà hóa học Paul Jacques Malouin (1701–1778). Ông là giáo sư tại Đại học Y khoa Paris và có nhiều đóng góp trong lĩnh vực hóa học và kỹ thuật mạ kim loại.
Phát triển và ứng dụng
Từ năm 1742, phương pháp này đã được hoàn thiện và ứng dụng rộng rãi trong các ngành như xây dựng, truyền tải điện, giao thông vận tải, và khoan dầu khí. Tại Việt Nam, mạ kẽm nhúng nóng được áp dụng từ năm 1989 khi xây dựng đường dây điện 500kV Bắc Nam, và hiện nay đã trở thành tiêu chuẩn trong nhiều ngành công nghiệp.

Quy trình mạ kẽm nhúng nóng
Quy trình mạ kẽm nhúng nóng bao gồm các bước sau, được thực hiện theo các tiêu chuẩn nghiêm ngặt để đảm bảo chất lượng lớp mạ:
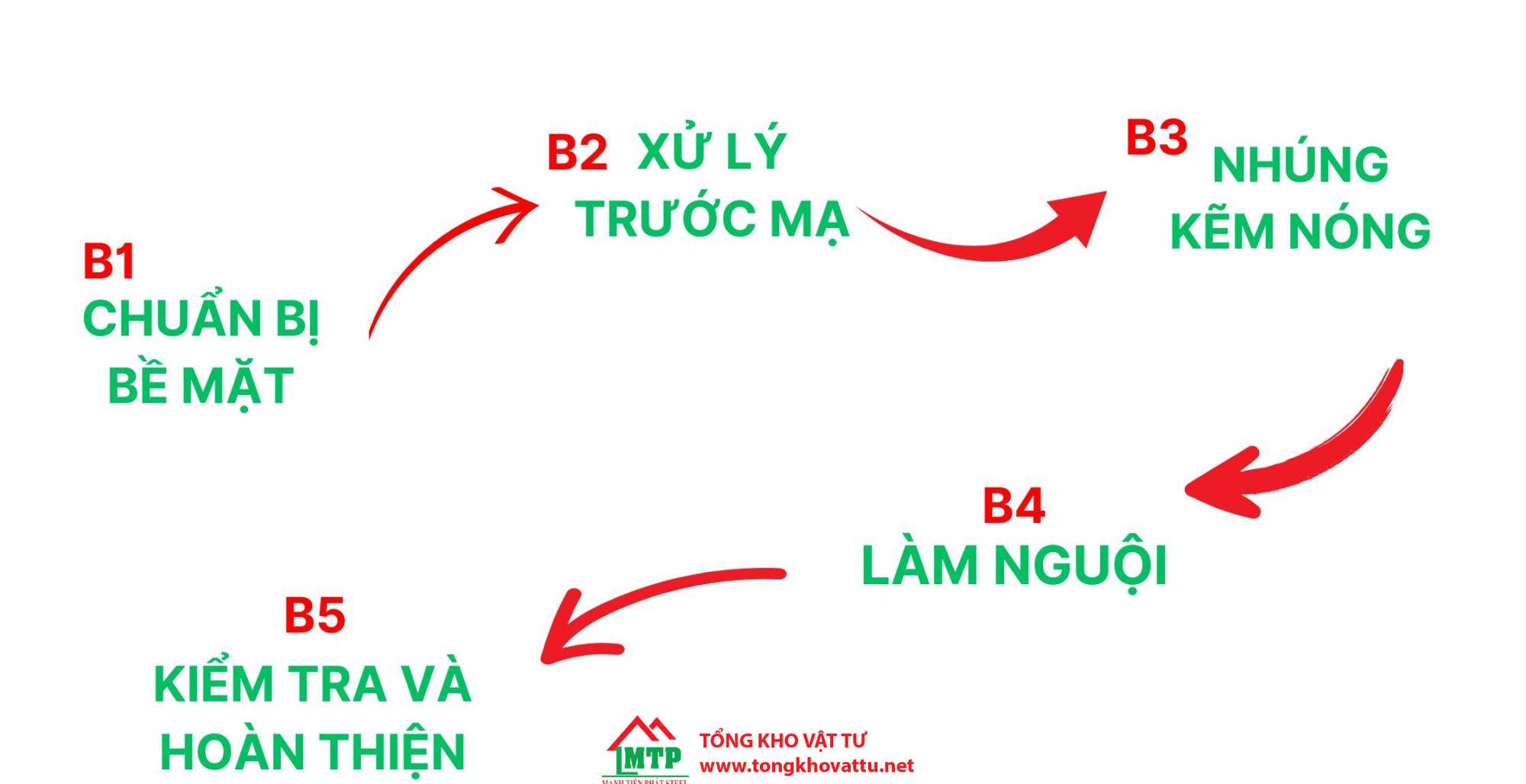
Chuẩn bị bề mặt:
- Tẩy rửa cơ học: Sử dụng chà nhám hoặc thổi cát để loại bỏ rỉ sét, bụi bẩn, tăng độ bám dính của lớp kẽm.
- Tẩy dầu mỡ: Ngâm thép trong dung dịch kiềm hoặc axit để loại bỏ dầu, mỡ.
- Tẩy rỉ: Ngâm thép trong dung dịch axit hydrochloric (HCl) hoặc sulfuric (H₂SO₄) để loại bỏ oxit và rỉ sét.
- Rửa sạch: Rửa thép bằng nước để loại bỏ axit và cặn bẩn.

Xử lý trước mạ:
- Ngâm trợ dung: Ngâm thép trong dung dịch muối ammonium chloride hoặc kẽm chloride để bảo vệ bề mặt và tăng độ bám dính của kẽm.
- Làm khô: Làm khô thép để chuẩn bị cho bước nhúng kẽm.

Nhúng kẽm nóng:
- Nhúng thép vào bể kẽm nóng chảy ở nhiệt độ 450–460°C, tạo lớp hợp kim kẽm-sắt bám chặt vào bề mặt thép.



Làm nguội và xử lý sau mạ:
- Làm nguội: Làm nguội thép trong nước hoặc không khí để cố định lớp mạ.
- Kiểm tra chất lượng: Kiểm tra độ dày, độ bám dính, và khả năng chống ăn mòn của lớp mạ.
Hoàn thiện sản phẩm:
- Kiểm tra lần cuối, đóng gói, và chuyển đến khách hàng.

Thiết bị đo lường lớp mạ kẽm
Các thiết bị sau được sử dụng để kiểm tra độ dày và chất lượng lớp mạ kẽm:
- Máy đo độ dày lớp mạ: Sử dụng công nghệ từ trường hoặc siêu âm để đo độ dày chính xác (Elcometer, Positest, Fischer).
- Máy đo siêu âm: Đo độ dày lớp mạ trên bề mặt không đồng nhất.
- Thiết bị kiểm tra từ tính: Phù hợp cho lớp mạ mỏng trên thép.
- Thiết bị đo màu: Đánh giá chất lượng lớp mạ qua màu sắc.
- Bộ kiểm tra độ bền: Kiểm tra độ bám dính của lớp mạ.
- Phương pháp ngẫu nhiên: Cắt mẫu nhỏ để đo độ dày trực tiếp, ít được sử dụng do ảnh hưởng đến sản phẩm.


Tiêu chuẩn về mạ kẽm nhúng nóng
Mạ kẽm nhúng nóng được quy định bởi các tiêu chuẩn trong nước và quốc tế:
| Tiêu chuẩn | Mô tả |
|---|---|
| TCVN 5811:2012 | Quy định về kẽm mạ cho sản phẩm thép, bao gồm yêu cầu kỹ thuật và phương pháp thử nghiệm. |
| TCVN 6154:1996 | Tiêu chuẩn về thép hình mạ kẽm, quy định thông số kỹ thuật. |
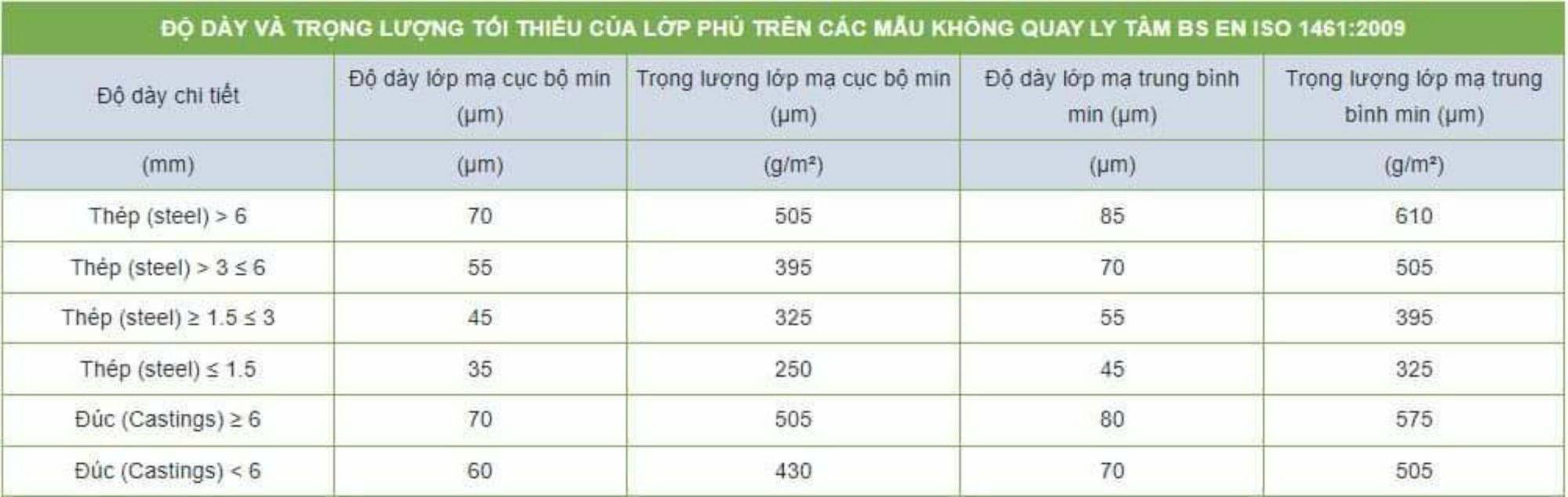
| ISO 1461 | Quy định yêu cầu và phương pháp thử nghiệm lớp mạ kẽm nhúng nóng. |
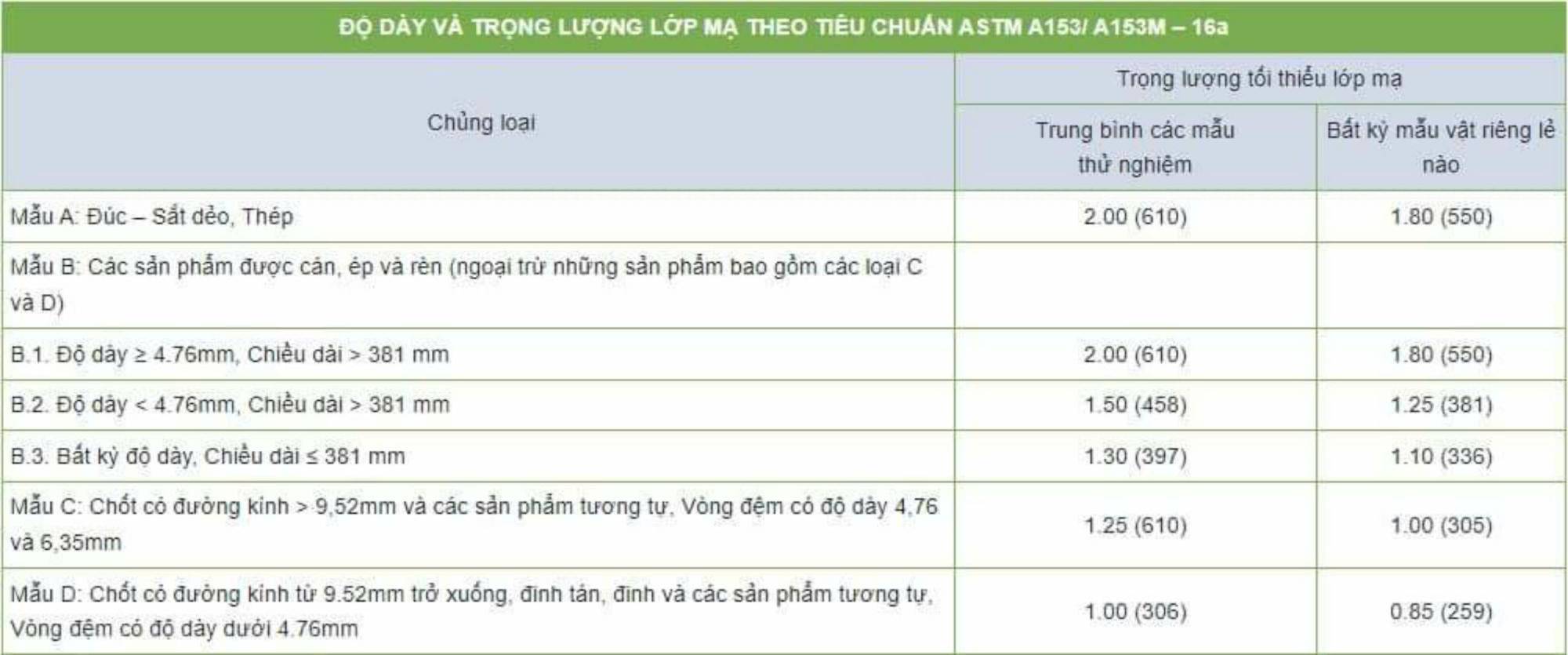
| ASTM A123/A123M | Tiêu chuẩn kỹ thuật cho mạ kẽm nhúng nóng trên sản phẩm thép. |
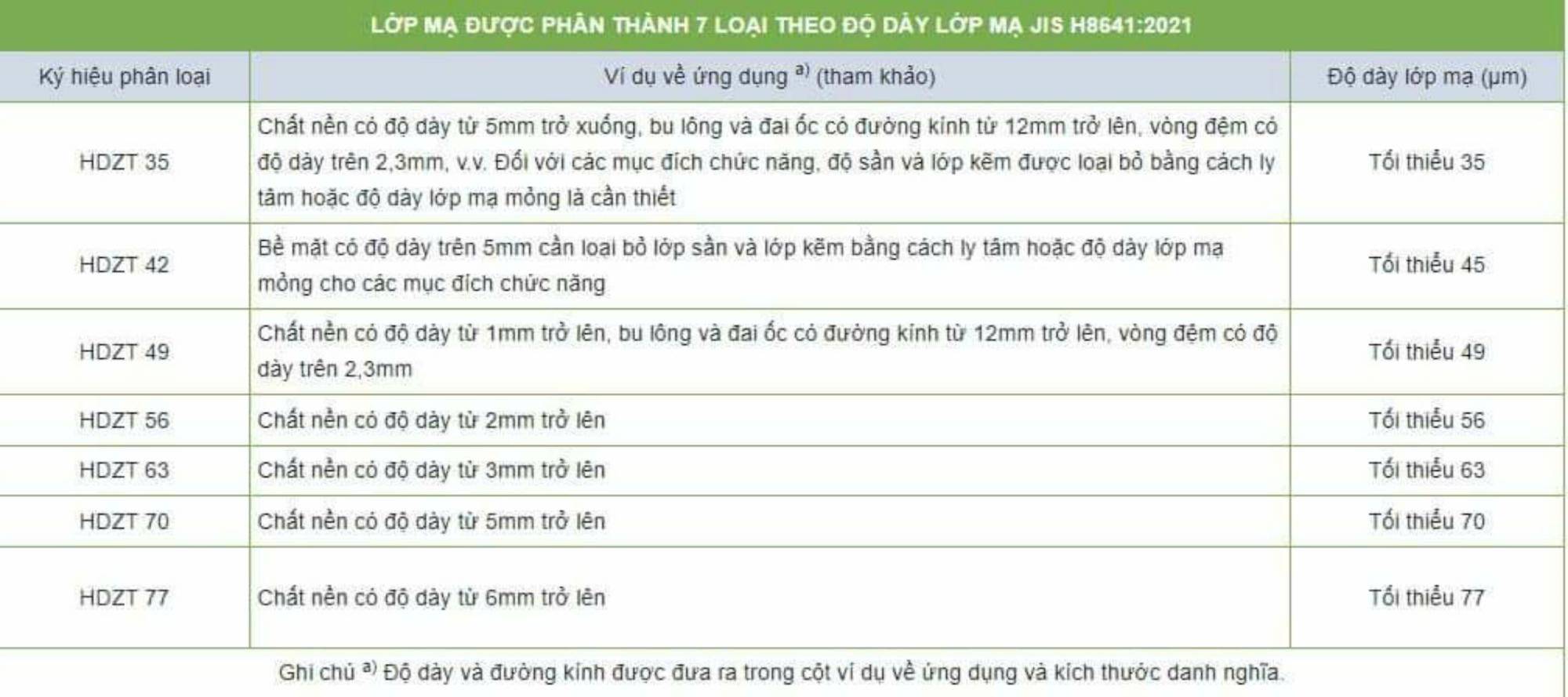
| JIS H 8641 | Quy định về mạ kẽm nhúng nóng cho thép và kim loại khác. |

Ứng dụng của mạ kẽm nhúng nóng
Mạ kẽm nhúng nóng được sử dụng rộng rãi trong nhiều ngành công nghiệp:
- Xây dựng: Cột điện, lan can, hàng rào, khung thép công trình.
- Giao thông vận tải: Cầu, cột đèn giao thông, khung xe.
- Ngành điện lực: Tủ điện, cáp điện, trạm biến áp.
- Chế tạo máy: Máy móc, bồn chứa, đường ống công nghiệp.
- Nông nghiệp: Thiết bị nông nghiệp, khung nhà kính.
- Hóa chất và dầu khí: Bình chứa, đường ống dẫn.
- Thủy lợi: Cống, ống dẫn nước.

Ý nghĩa của mạ kẽm nhúng nóng
- Bảo vệ chống ăn mòn: Lớp kẽm ngăn chặn oxy hóa, bảo vệ thép bên trong.
- Hiệu ứng bảo vệ hy sinh: Kẽm tự oxy hóa để bảo vệ thép khi lớp mạ bị trầy xước.
- Tăng độ bền: Kéo dài tuổi thọ sản phẩm trong môi trường khắc nghiệt.
- Tính kinh tế: Giảm chi phí bảo dưỡng và thay thế.
- Thẩm mỹ: Tạo bề mặt sáng bóng, phù hợp cho nhiều ứng dụng.
- Thân thiện môi trường: Kẽm tái chế được, giảm lãng phí tài nguyên.

Đơn vị gia công mạ kẽm nhúng nóng
TÔN THÉP MẠNH TIẾN PHÁT là đơn vị uy tín cung cấp dịch vụ mạ kẽm nhúng nóng đạt tiêu chuẩn:
- Thời gian mạ nhanh, không giới hạn số lượng và quy cách.
- Bảo hành lớp mạ đúng quy trình.
- Cung cấp chứng chỉ và hóa đơn đầy đủ.
- Báo giá và giao hàng nhanh chóng.
Mạ kẽm nhúng nóng là giải pháp hiệu quả để bảo vệ thép khỏi ăn mòn, kéo dài tuổi thọ, và giảm chi phí bảo dưỡng. Với quy trình tiêu chuẩn, ứng dụng đa dạng, và các lợi ích kinh tế, thẩm mỹ, môi trường, phương pháp này đã trở thành tiêu chuẩn trong các ngành công nghiệp. Việc tuân thủ các tiêu chuẩn như TCVN, ISO, ASTM đảm bảo chất lượng lớp mạ, trong khi các thiết bị đo lường hiện đại giúp kiểm soát độ dày và độ bền. Hãy liên hệ với các đơn vị uy tín như TÔN THÉP MẠNH TIẾN PHÁT để đảm bảo sản phẩm mạ kẽm đạt tiêu chuẩn cao nhất.




