




Hàn Ống Thép - Quy Trình, Phương Pháp và Tiêu Chuẩn

Hàn ống thép là quy trình gia công quan trọng để kết nối các ống thép với nhau hoặc với các phụ kiện khác, tạo thành hệ thống dẫn chất lỏng, khí, hoặc kết cấu chịu lực trong các công trình xây dựng và công nghiệp. Quy trình này đòi hỏi sự chính xác, kỹ thuật cao và tuân thủ nghiêm ngặt các tiêu chuẩn chất lượng, an toàn để đảm bảo độ bền, độ kín, và hiệu quả của hệ thống. Bài viết này trình bày chi tiết các phương pháp hàn, quy trình thực hiện, tiêu chuẩn kỹ thuật, rủi ro và biện pháp phòng ngừa, cùng với ý nghĩa của việc hàn ống thép trong các ứng dụng thực tế.

Các phương pháp hàn ống thép phổ biến
Có nhiều phương pháp hàn ống thép, từ truyền thống đến hiện đại, mỗi phương pháp phù hợp với các loại ống thép và yêu cầu kỹ thuật khác nhau. Dưới đây là các phương pháp phổ biến:
1. Hàn que (SMAW - Shielded Metal Arc Welding)
Phương pháp hàn que sử dụng que hàn và hồ quang điện để tạo nhiệt, với lớp thuốc bọc trên que hàn tạo khí bảo vệ mối hàn khỏi tác động của không khí.

- Ưu điểm: Phù hợp với môi trường ngoài trời, dễ thực hiện, chi phí thấp.
- Nhược điểm: Tốc độ hàn chậm, không phù hợp với ống thép quy mô lớn.
- Ứng dụng: Hàn ống thép trong các công trình nhỏ hoặc môi trường khó khăn.
2. Hàn khí (GMAW - Gas Metal Arc Welding, MIG/MAG)
Hàn khí sử dụng dây hàn liên tục và khí bảo vệ (thường là argon, CO2, hoặc hỗn hợp) để tạo mối hàn sạch và chắc chắn.

- Ưu điểm: Tốc độ hàn nhanh, mối hàn đẹp, phù hợp cho hàn tự động hoặc bán tự động.
- Nhược điểm: Yêu cầu thiết bị phức tạp và khí bảo vệ, không hiệu quả trong môi trường gió mạnh.
- Ứng dụng: Hàn ống thép công nghiệp, đặc biệt là ống có đường kính vừa và nhỏ.
3. Hàn hồ quang chìm (FCAW - Flux-Cored Arc Welding)
Hàn FCAW sử dụng dây hàn lõi thuốc, tạo khí bảo vệ trong quá trình hàn, phù hợp với môi trường ngoài trời.
- Ưu điểm: Hiệu quả với ống thép dày, chịu được điều kiện thời tiết khắc nghiệt.
- Nhược điểm: Chi phí cao hơn hàn que, cần thiết bị chuyên dụng.
- Ứng dụng: Hàn ống thép lớn trong công trình công nghiệp nặng.
4. Hàn TIG (GTAW - Gas Tungsten Arc Welding)
Hàn TIG sử dụng điện cực tungsten không tiêu thụ và khí bảo vệ (argon hoặc heli) để tạo mối hàn chính xác, sạch.
- Ưu điểm: Mối hàn đẹp, chất lượng cao, phù hợp với ống thép mỏng.
- Nhược điểm: Tốc độ hàn chậm, yêu cầu thợ hàn tay nghề cao, chi phí lớn.
- Ứng dụng: Hàn ống thép yêu cầu độ chính xác cao, như trong ngành thực phẩm, y tế.
5. Hàn hồ quang chìm tự động (SAW - Submerged Arc Welding)
Phương pháp SAW sử dụng dây hàn và lớp bột thuốc bảo vệ, phù hợp cho hàn tự động với ống thép lớn.

- Ưu điểm: Tốc độ hàn nhanh, mối hàn chất lượng cao, ít cần can thiệp thủ công.
- Nhược điểm: Thiết bị phức tạp, không phù hợp với ống thép mỏng.
- Ứng dụng: Hàn ống thép cỡ lớn trong ngành dầu khí, xây dựng cầu đường.
6. Hàn Plasma (PAW - Plasma Arc Welding)
Hàn plasma sử dụng cung plasma nhiệt độ cao để tạo mối hàn chính xác, phù hợp với nhiều loại vật liệu.
- Ưu điểm: Độ chính xác cao, phù hợp với ống thép mỏng và công trình đặc biệt.
- Nhược điểm: Thiết bị đắt đỏ, yêu cầu kỹ thuật cao.
- Ứng dụng: Hàn ống thép trong các ứng dụng yêu cầu độ chính xác cao, như hàng không, công nghiệp hóa chất.
Phương pháp hàn phù hợp với ống thép
Để chọn phương pháp hàn phù hợp, cần xem xét đường kính, độ dày, và yêu cầu kỹ thuật của ống thép:
- Hàn SAW: Lý tưởng cho ống thép đường kính lớn, độ dày cao, như trong dầu khí, cầu đường.
- Hàn GMAW (MIG/MAG): Phù hợp với ống thép đường kính vừa và nhỏ, mang lại mối hàn sạch, bền.
- Hàn TIG: Thích hợp cho ống thép mỏng, yêu cầu mối hàn đẹp và chính xác, như trong ngành thực phẩm, y tế.
Quy trình hàn ống thép chi tiết
Quy trình hàn ống thép được chia thành hai dạng: cơ bản và chi tiết, để phù hợp với mọi nhu cầu và trình độ kỹ thuật.
Quy trình hàn cơ bản
Chuẩn bị vật liệu và thiết bị:
- Kiểm tra kích thước, độ dày, và loại thép của ống để chọn vật liệu phù hợp.
- Làm sạch bề mặt ống bằng bàn chải thép hoặc hóa chất để loại bỏ gỉ sét, dầu mỡ.
Cắt và gia công ống thép:
- Cắt ống theo chiều dài yêu cầu bằng máy cắt plasma hoặc máy cắt cơ khí.
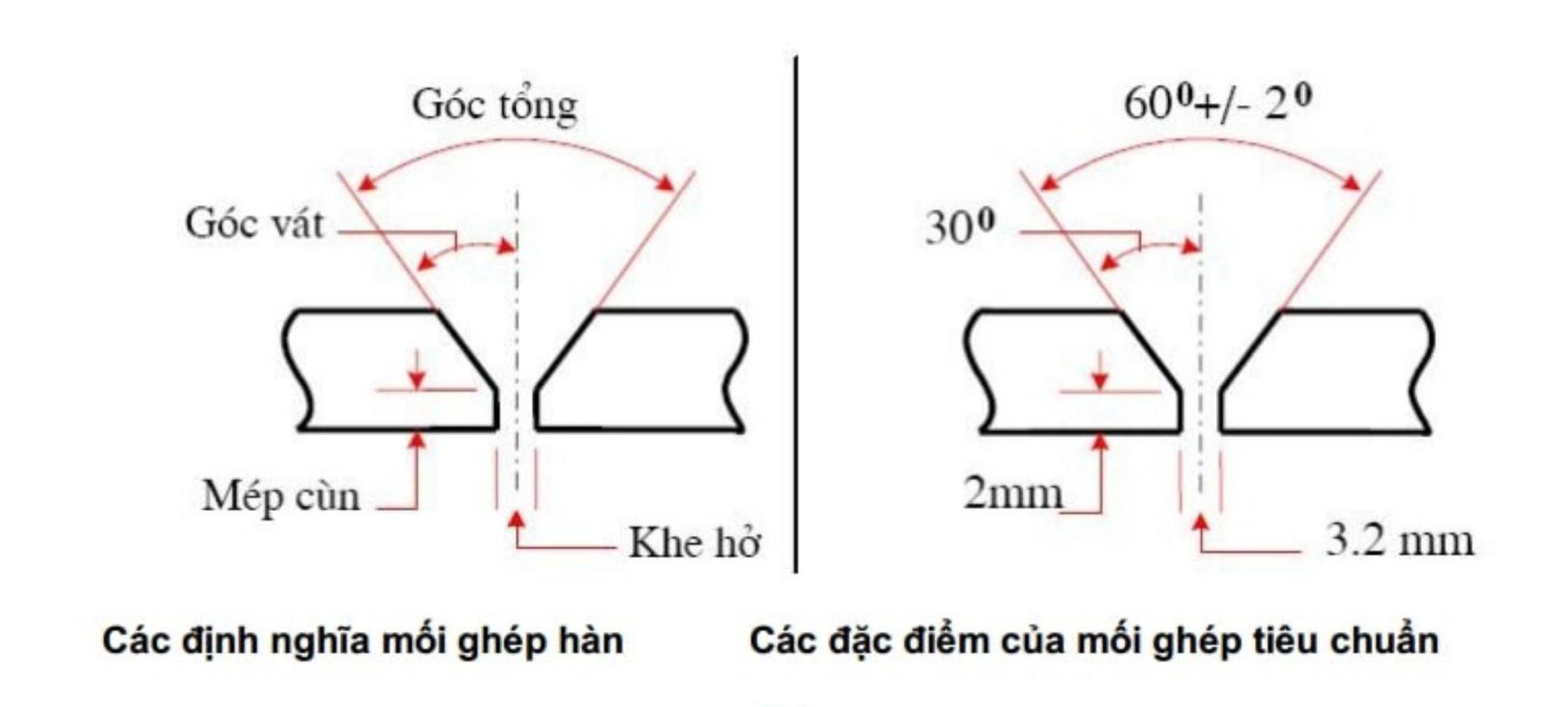
- Vát mép ống để tạo góc hàn phù hợp, thường là góc 30-45 độ.
Lắp ráp ống thép:
- Định vị và cố định ống bằng kẹp hoặc đồ gá để đảm bảo các mối nối chính xác.
- Xác định vị trí hàn, đảm bảo các đầu ống tiếp xúc đúng để tránh mối hàn yếu.
Hàn ống thép:
- Thiết lập thông số hàn (dòng điện, điện áp, tốc độ) phù hợp với phương pháp hàn.
- Thực hiện hàn theo chiều dài mối hàn, đảm bảo lớp hàn đều, không bị thiếu hoặc dư thừa.
- Kiểm tra mối hàn bằng phương pháp không phá hủy (siêu âm, X-quang).
Hoàn thiện mối hàn:
- Làm sạch mối hàn bằng bàn chải thép hoặc hóa chất tẩy gỉ.
- Kiểm tra lại mối hàn để đảm bảo không có khuyết tật.
Lắp ráp hoàn thiện:
- Hàn nối các đoạn ống để tạo thành hệ thống hoàn chỉnh.
Quy trình hàn chi tiết
Chuẩn bị máy hàn:
- Kiểm tra mỏ hàn, nguồn khí, và điều chỉnh điện áp (100-150A tùy theo ống và phương pháp hàn).
- Sử dụng que hàn lớn (4-5mm) cho ống đường kính lớn để đảm bảo độ ngấu.
- Thực hiện hàn thử nghiệm để điều chỉnh thông số phù hợp.

Chuẩn bị phôi hàn:
- Làm sạch phôi, loại bỏ gỉ sét, dầu mỡ, và các khuyết tật bề mặt.
- Cắt và vát mép phôi theo góc hàn tiêu chuẩn (30-45 độ).
Hàn đính:
- Đặt ống lên bàn gá, đảm bảo mép vát hướng lên trên.
- Hàn đính với khoảng cách mép hàn không quá 1.6mm, tạo khe hở đều.
- Hàn đối xứng qua tâm ống (10-15mm), đảm bảo độ ngấu khoảng 1.6mm.
- Sử dụng đồ gá để cố định ống, giữ khoảng cách 2mm giữa các mối hàn.
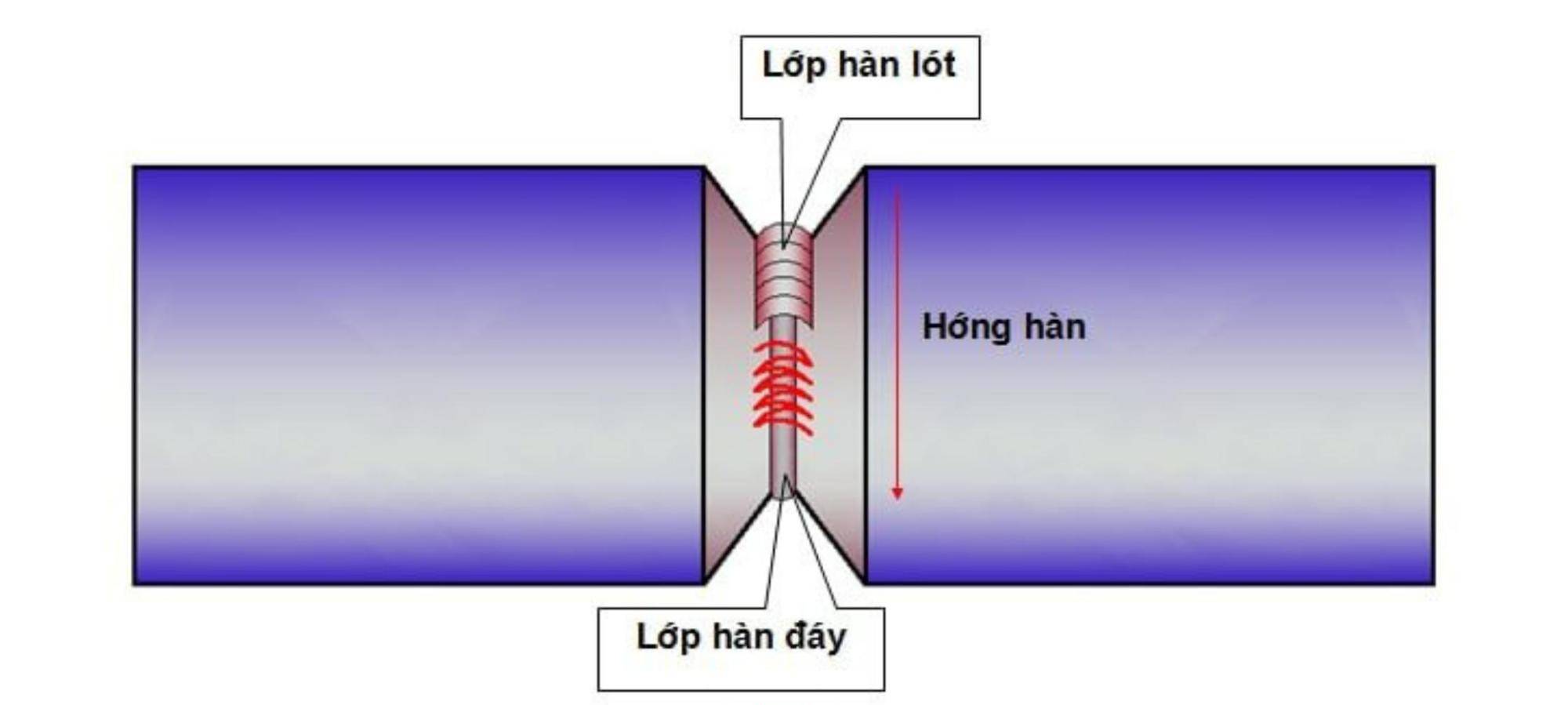
Hàn lớp/lót:
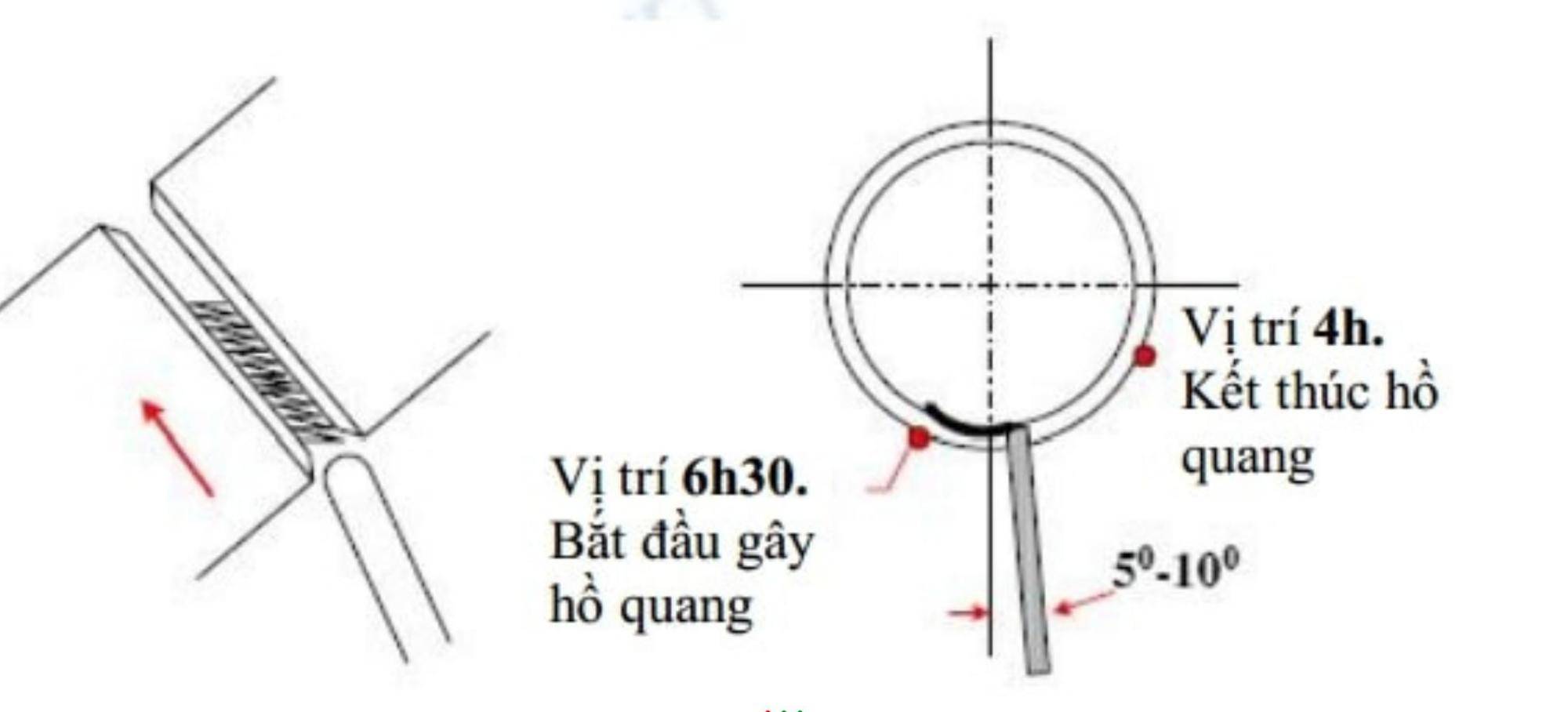
- Hàn lớp lót tại các vị trí 1h, 4h, 7h, 10h (theo chiều kim đồng hồ), kẹp mẫu hàn ở góc 45 độ.
- Đối với hàn TIG, hàn ở vị trí 6h30 hoặc 4h20, di chuyển que hàn đều, giữ khoảng cách hồ quang gấp đôi đường kính que.
- Tra que bù đều đặn, hàn theo chiều kim đồng hồ, điều chỉnh vị trí hàn thoải mái.
Lưu ý khi hàn ống thép
Để đạt được mối hàn đẹp và chất lượng, cần lưu ý:
- Làm sạch bề mặt ống trước khi hàn để tránh khuyết tật.
- Chọn que hàn hoặc dây hàn phù hợp với loại thép (thép carbon, thép hợp kim).
- Điều chỉnh dòng điện và điện áp chính xác theo phương pháp hàn.
- Duy trì khoảng cách giữa que hàn và vật liệu đúng tiêu chuẩn (thường 2-3mm).
- Sử dụng khí bảo vệ đúng loại và lưu lượng (argon, CO2, hoặc hỗn hợp).
- Kiểm tra chất lượng mối hàn bằng phương pháp không phá hủy (siêu âm, X-quang).
- Đào tạo thợ hàn để đảm bảo kỹ thuật và an toàn.
Rủi ro trong hàn ống thép và biện pháp phòng ngừa
Hàn ống thép tiềm ẩn nhiều rủi ro, nhưng có thể giảm thiểu thông qua các biện pháp an toàn:
| Rủi ro | Mô tả | Biện pháp phòng ngừa |
|---|---|---|
| Bỏng nhiệt | Tiếp xúc với tia lửa hoặc kim loại nóng. | Sử dụng găng tay chịu nhiệt, quần áo chống cháy, kính hàn. |
| Tia UV và ánh sáng mạnh | Gây tổn thương mắt và da (viêm giác mạc, bỏng da). | Đeo kính hàn chuyên dụng, mặt nạ hàn, che chắn khu vực làm việc. |
| Khí độc và khói hàn | Hít phải khói hoặc khí độc (mangan, kẽm, crom). | Làm việc ở nơi thông thoáng, sử dụng hệ thống hút khói, khẩu trang lọc khí. |
| Điện giật | Tiếp xúc với dây dẫn hoặc thiết bị rò điện. | Kiểm tra máy móc định kỳ, sử dụng thiết bị cách điện, đảm bảo môi trường khô ráo. |
| Cháy nổ | Tia lửa bắt vào vật liệu dễ cháy hoặc khí dễ cháy. | Loại bỏ vật liệu dễ cháy, chuẩn bị bình chữa cháy. |
| Chấn thương cơ học | Va đập hoặc bị kẹp bởi ống thép, dụng cụ nặng. | Thực hiện quy trình an toàn, sử dụng thiết bị nâng hạ. |
| Mỏi cơ | Thao tác lặp lại hoặc tư thế không thoải mái. | Nghỉ giải lao hợp lý, sử dụng thiết bị hỗ trợ cầm nắm. |
| Thiếu tay nghề | Hàn sai kỹ thuật dẫn đến mối hàn kém hoặc tai nạn. | Đào tạo bài bản, thực hành thường xuyên, tuân thủ tiêu chuẩn. |
Tiêu chuẩn hàn ống thép
Hàn ống thép phải tuân thủ các tiêu chuẩn quốc tế và trong nước để đảm bảo chất lượng và an toàn:
Tiêu chuẩn quốc tế:
- ASME B31.3: Quy định về đường ống công nghệ trong nhà máy.
- API 1104: Tiêu chuẩn hàn ống dẫn dầu và khí đốt.
- AWS D1.1: Tiêu chuẩn hàn kết cấu thép.
- ISO 3834: Quản lý chất lượng trong hàn kim loại.
Tiêu chuẩn vật liệu:
- ASTM A53: Ống thép hàn và không hàn cho dẫn khí, chất lỏng.
- ASTM A106: Ống thép carbon chịu nhiệt độ cao.
Tiêu chuẩn kiểm tra chất lượng:
- EN 1011: Quy định kỹ thuật hàn kim loại.
- ASME Section IX: Quy trình hàn và kiểm tra thợ hàn.
- ISO 17640: Kiểm tra mối hàn bằng siêu âm.
Tiêu chuẩn an toàn:
- OSHA 1910.252: An toàn lao động khi hàn, cắt kim loại.
- ISO 15085: Hàn trong ngành đường sắt.
Tiêu chuẩn trong nước:
- TCVN 11244-8:2015: Thử quy trình hàn ống trong liên kết hàn tấm-ống.
- TCVN 5572:1991: Quy trình hàn nối thép.
- TCVN 7699-1:2007: Yêu cầu môi trường thử nghiệm trong hàn.
Ý nghĩa của việc hàn ống thép
Hàn ống thép đóng vai trò quan trọng trong nhiều lĩnh vực, mang lại các lợi ích sau:
- Tăng tính liên kết và độ bền: Mối hàn chắc chắn, chịu được áp lực cơ học, nhiệt độ, và môi trường khắc nghiệt, vượt trội so với nối ren hoặc mặt bích.
- Đảm bảo độ kín: Mối hàn liền mạch ngăn rò rỉ khí, chất lỏng, hóa chất, đặc biệt quan trọng trong dầu khí, cấp nước.
- Tối ưu thiết kế: Mối hàn gọn gàng, tiết kiệm không gian lắp đặt.
- Tăng tuổi thọ hệ thống: Giảm nguy cơ ăn mòn tại điểm nối, kéo dài tuổi thọ đường ống.
- Phù hợp nhiều điều kiện: Đáp ứng yêu cầu chịu nhiệt, áp lực cao, hoặc lực lớn trong các môi trường khác nhau.
- Thúc đẩy tiến độ: Kỹ thuật hàn hiện đại (MIG, TIG, SAW) giúp kết nối nhanh, tiết kiệm thời gian.
- Tính thẩm mỹ: Mối hàn đẹp, gọn gàng, phù hợp với công trình công nghiệp và kiến trúc hiện đại.
- Đảm bảo an toàn: Mối hàn chất lượng giảm nguy cơ rò rỉ, nứt vỡ, bảo vệ con người và thiết bị.
Hàn ống thép là một quy trình kỹ thuật quan trọng, góp phần tạo nên các hệ thống đường ống và kết cấu bền vững trong xây dựng, công nghiệp dầu khí, cấp nước, và nhiều lĩnh vực khác. Với các phương pháp hàn hiện đại như SMAW, GMAW, TIG, SAW, FCAW, và PAW, cùng quy trình thực hiện đúng tiêu chuẩn, mối hàn có thể đạt được độ bền, độ kín, và tính thẩm mỹ cao. Việc tuân thủ các tiêu chuẩn quốc tế và trong nước (ASME, API, TCVN), kết hợp với các biện pháp an toàn, giúp giảm thiểu rủi ro và đảm bảo chất lượng công trình. Để đạt hiệu quả tối ưu, hãy liên hệ với các chuyên gia kỹ thuật hoặc nhà cung cấp dịch vụ hàn để được tư vấn và hỗ trợ tốt nhất.




